Saldatura autogena o ossiacetilenica
Per saldatura ossiacetilenica autogena si intende il procedimento di riscaldo delle superfici a contatto da saldare fino alla loro fusione. La sorgente termica è una fiamma ossiacetilenica, con o senza l'aggiunta di materiale d'apporto.
Lettura: 4 min

La saldatura ossiacetilenica (o saldatura autogena) è un processo che si basa sulla combustione di ossigeno e acetilene, miscelati insieme per produrre una fiamma ‘calda’ con una temperatura di circa 3.200 °C. L'azione chimica della fiamma ossiacetilenica può essere regolata modificando il rapporto del volume di ossigeno e acetilene.
La saldatura autogena alla fiamma può essere utilizzata in diverse situazioni, in particolare: saldatura di lamiere sottili, saldatura di tubi di piccolo diametro.
Esistono due diversi processi di saldatura ossiacetilenica:
- Senza materiale d’apporto:
Consiste nella realizzazione di un cordone con la torcia sul materiale di base, ma senza apporto di materiale estraneo (l'unione dei due materiali viene riscaldata fino al punto di fusione). - Processo con apporto:
In questo caso i bordi dei pezzi vengono fusi insieme al metallo d'apporto sotto forma di bacchetta.
Hai qualche domanda sulla saldatura ossiacetilenica?
Processo della saldatura ossiacetilenica autogena
Il tipo di fiamma di saldatura svolge un ruolo importante rispetto alle caratteristiche finali del giunto saldato. Il profilo della fiamma viene affinato regolando le portate del gas combustibile e dell'ossigeno.
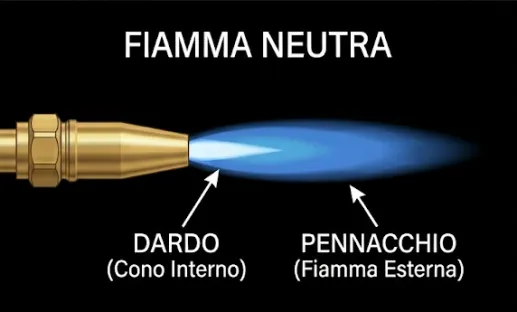
Vengono utilizzate tre differenti impostazioni di fiamma caratteristica: neutra, ossidante e carburante.
La saldatura viene generalmente eseguita con la regolazione della fiamma neutra,che prevede quantità in rapporto stechiometrico tra ossigeno e acetilene. Questa fiamma di saldatura presenta due zone, una zona interna bianca (dardo) di circa 3100°C e una zona esterna (pennacchio) con temperatura di circa 1300°C. La fiamma neutra è solitamente utilizzata per la saldatura di metalli come le ghise, gli acciai al carbonio, debolmente legati e inossidabili.
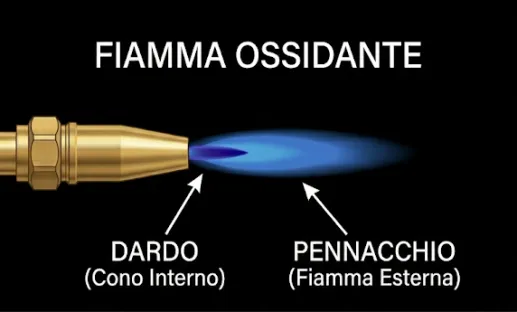
Contenuto generato da IA La fiamma ossidante è ottenuta aumentando la quantità di ossigeno in miscela Con questo tipo di fiamma produce il dardo raggiunge circa 3500°C e il pennacchio avrà una forma allungata, particolarmente adatta per metalli come ottone, rame, bronzo e zinco.
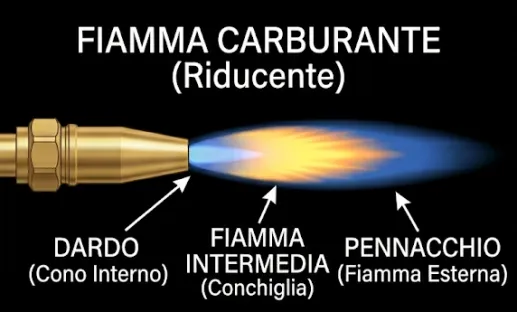
Contenuto generato da IA La fiamma carburante viceversa è ottenuta aumentando il flusso di acetilene rispetto a quello di ossigeno. La fiamma prodotta ha la caratteristica di avere una zona intermedia a temperatura di circa 2500°C adatta alla saldatura , delle leghe di nichel, degli acciai altolegati e metalli non ferrosi.
Contenuto generato da IA
L’acetilene è l’unico gas combustibile che consente di effettuare una saldatura autogena in quanto le temperature di fiamma permettono di portare a fusione e unire tutti i metalli. Tuttavia, altri gas come il propano, l'idrogeno e il gas di carbone possono essere utilizzati per il processo di brasatura, il cui principio è quello di unire metalli per aderenza con una lega a basso punto di fusione (saldatura eterogena).
Attrezzatura necessaria per la saldatura ossiacetilenica
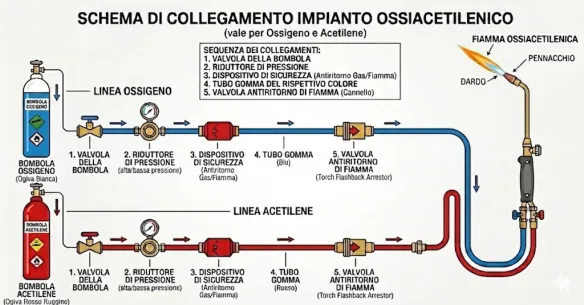
L'attrezzatura necessaria per la saldatura ossiacetilenica è costituita dai seguenti strumenti:
- Bombole: una bombola di ossigeno compressa ad alta pressione e una bombola di acetilene disciolto.
- Riduttori di pressione: servono a ridurre le pressioni delle bombole a una pressione idonea . Le pressioni di lavoro per l'acetilene possono variare da 0,2 a 0,7 bar mentre per l'ossigeno da 0,7 a 1,5 bar.
- Dispositivo antiritorno della fiamma: dispositivi di sicurezza che si oppongono o spengono il fronte di fiamma, montati a monte dell’ingresso al cannello, su entrambe le linee. A seconda del tipo di configurazione impiantistica possono essere necessari anche più dispositivi a funzionalità aggiuntive come arresto gas, arresto fiamma, blocco alte temperature e scarico sovrapressioni.
- Tubi flessibili standardizzati, bicolori, blu per ossigeno, rosso per acetilene, per il passaggio dei gas in pressione: trasportano i gas dai riduttori di pressione al cannello.
- Cannello di saldatura: l'acetilene viene miscelato con l'ossigeno, in proporzioni adeguate al tipo di fiamma richiesta.
Fasi operative della saldatura ossiacetilenica autogena
Per eseguire una saldatura ossiacetilenica in modo sicuro ed efficace, è fondamentale seguire una sequenza precisa che va dalla preparazione del metallo allo spegnimento dell'attrezzatura.
Ecco le fasi operative principali:
- Preparazione dei lembi e pulizia
Rimuovere ruggine, olio, vernice o grasso con una spazzola d'acciaio o solventi. Le impurità causano porosità nella saldatura.
Posizionamento: Accostare i pezzi. Se lo spessore supera i 3-4 mm, è necessario creare uno smusso a V o a X per garantire la penetrazione del calore fino alla base.
Puntatura: Eseguire dei piccoli punti di saldatura lungo il giunto per mantenere i pezzi in posizione ed evitare deformazioni durante il riscaldamento. - Apertura gas e Regolazione Pressioni
Assicurarsi che le manopole del cannello siano chiuse.
Aprire lentamente le valvole delle bombole (ossigeno e acetilene).
Regolare i riduttori di pressione: solitamente l'ossigeno viene impostato tra 1.0 e 2.5 bar, mentre l'acetilene tra 0.1 e 0.5 bar (mai superare 1.5 bar per l'acetilene per rischio instabilità). - Accensione e Regolazione della Fiamma
Apertura Acetilene: Aprire leggermente la valvola dell'acetilene sul cannello (circa 1/4 di giro).
Innesco: Usare un accenditore a scintilla (mai un accendino a gas o fiammiferi). Si otterrà una fiamma gialla e fuligginosa.
Aggiunta Ossigeno: Aprire gradualmente la valvola dell'ossigeno. La fiamma cambierà colore diventando bluastra.
Fiamma Neutra: Regolare l'ossigeno finché il "dardo" (il cono interno) non diventa nitido, brillante e senza "piume" biancastre. Questa è la fiamma ideale per saldare. - Esecuzione della Saldatura
Riscaldamento: Avvicinare il dardo (a circa 2-3 mm di distanza) ai lembi da saldare finché non si forma una piccola pozza di metallo fuso, chiamata bagno di fusione.
Avanzamento: Muovere il cannello con un movimento circolare o a "mezzaluna" per distribuire il calore.
Apporto: Quando il bagno è pronto, immergere periodicamente l'estremità del materiale d'apporto nel bagno fuso, cercando di mantenerlo a bordo fiamma. - Spegnimento e Messa in Sicurezza
Chiudere l'Acetilene: La fiamma si spegne istantaneamente.
Chiudere l'Ossigeno: Pulisce l'interno del cannello.
Chiudere le valvole delle bombole.
Scaricare i tubi: Aprire le valvole del cannello una alla volta per far uscire il gas residuo nei tubi finché i manometri non segnano zero, poi richiuderle.
Tecniche operative e massimi spessori saldabili
Nella pratica industriale, il limite massimo per una saldatura ossiacetilenica eseguita a regola d'arte è al massimo considerato di 12-15 mm. Oltre questo spessore il processo diventa estremamente inefficiente: il calore si disperde troppo velocemente nel pezzo, il consumo di gas sale esponenzialmente e il rischio di deformazioni termiche diventa critico. In tali casi è preferibile optare per altri procedimenti come la saldatura ad arco (elettrodo, MIG/MAG o TIG).
Capacità di saldatura in base alla tecnica utilizzata:
‘A spingere’: la fiamma è inclinata nel senso della marcia, quindi "spinge" il calore in avanti, verso i lembi ancora freddi del pezzo. Ideale per spessori sottili, indicativamente fino a 3-4 mm. Oltre questo limite, il bagno di fusione diventa difficile da gestire e la penetrazione è scarsa.
‘A tirare’: la fiamma è rivolta verso il cordone appena creato. È come se stessimo "tirando" il bagno di fusione, mantenendo il calore concentrato sulla zona già fusa. È la tecnica ideale per gli spessori maggiori. Permette una migliore protezione del bagno di fusione e una penetrazione molto più profonda, riducendo anche il consumo di gas.
Preparazione dei lembi: sopra i 4 mm è obbligatorio smussare i bordi (a V o a X) per permettere al calore di arrivare alla radice.
Materiali e spessori: gli spessori massimi indicati valgono per acciai al carbonio o bassolegati. Su materiali con alta conducibilità termica (come il rame), lo spessore massimo saldabile si riduce drasticamente.
Hai qualche domanda sulla saldatura ossiacetilenica?
Vantaggi e svantaggi della saldatura ossiacetilenica
Vantaggi della saldatura ossiacetilenica
- È di facile apprendimento e utilizzo.
- Attrezzatura più economica rispetto alla maggior parte dei processi di saldatura (ad esempio, la saldatura MIG/MAG e TIG) Può essere utilizzata in cantieri privi di alimentazione elettrica.
- L'attrezzatura è più agevolmente portabile rispetto alla maggior parte degli impianti di saldatura
- Le apparecchiature ossiacetileniche, con un semplice cambio di cannello e una regolazione delle pressioni,, possono essere utilizzate anche per il taglio, prevalentemente degli acciai.
Svantaggi della saldatura ossiacetilenica
- I cordoni di saldatura ossiacetilenica hanno un aspetto più grezzo rispetto ad altri tipi di saldatura e, nel caso, richiedono un passaggio meccanico di rifinitura estetica.
- Le saldature ossiacetileniche presentano una zona termicamente alterata più grande (area intorno alla linea di saldatura le cui proprietà meccaniche sono state alterate dal processo di saldatura).
Soluzione di gas per la saldatura ossiacetilenica
Per soddisfare le vostre esigenze di mobilità e facilità d'uso
Le piccole postazioni ossiacetileniche e gli utensili sono pronti all'uso per saldatori artigiani:
- Bombole ALBEE™ da 5 e 11 litri per ossigeno acetilene con riduttore di pressione integrato
- Dai piccoli ai grandi consumi: bombole di ossigeno e acetilene da 5 a 50 litri di capacità geometrica
Per i processi di brasatura e saldobrasatura, che richiedono minore apporto di calore, sono disponibili altri combustibili come Idrogeno, propano e miscele FLAMAL. I nostri esperti Air Liquide possono consigliarvi sulla migliore applicazione al fine di ottenere un risultato di qualità in linea con le proprietà meccaniche delle saldature o brasature richieste.
Hai qualche domanda sulla saldatura ossiacetilenica?



Hai qualche domanda sulla saldatura ossiacetilenica? Compila il nostro form di contatto
I nostri esperti ti risponderanno velocemente
Saldatura
- Saldatura Industriale
- Processi di saldatura
- Saldatura ad arco elettrico
- Il processo di saldatura MIG/MAG (GMAW)
- Saldatura TIG dei metalli
- Saldatura ad arco plasma
- Processo ad arco sommerso
- Saldatura al plasma
- Area di saldatura: aspetti meccanici e metallurgici
- Qual è la differenza tra i processi di saldatura MIG e MAG?
- Rame e leghe
- Saldatura a Conduzione Termica
- Saldatura del rame con procedimenti a gas
- Saldatura a resistenza
- La saldatura solida
- Temperatura di fusione di un metallo
- Utilizzo dei cobot nella saldatura
Saldatura Laser
- La saldatura laser: precisione, velocità e flessibilità
- Saldatura Laser Manuale
- Saldatura laser automatizzata
- Campi di applicazione della saldatura laser
- Vantaggi della saldatura laser
- Differenti tipi di sorgenti laser per saldatura
- Macchina (Generatore) di Saldatura Laser
- Impianti di saldatura laser in automazione e robotica
- Guida alla saldatura laser delle leghe: tipi, specificità e precauzioni
- Come saldare l'acciaio con laser
- Saldatura “a freddo” e “a stagno” vs. saldatura laser
Impianti, Materiali, Consumabili Saldatura
- Che impatto hanno la purezza del gas di saldatura e la purezza del gas di taglio
- Come si regola l'erogazione del gas durante la saldatura
- Come si sceglie il gas da usare nella saldatura MIG o MAG
- Gas inerte per saldatura
- Generatori di saldatura
- I caschi e le maschere da saldatori
- Il metallo d'apporto
- Metallo d'apporto in MIG/MAG
- Miscela di gas per la saldatura per fusione
- Perché bisogna usare il filo animato
- Torce di saldatura
Applicazioni Fiamma
- Processo di brasatura
- Saldatura autogena o ossiacetilenica
Q&A
- Che differenza c'è tra brasatura e saldatura?
- Come si fa ad evitare un consumo eccessivo di gas di saldatura?
- Come si salda l'acciaio
- Come si salda l'acciaio galvanizzato
- Come si salda l'acciaio inossidabile
- Come si salda l'alluminio?
- Come si sceglie il gas da usare nel procedimento TIG o Plasma?
- Cos'è la saldatura fine (thin welding, fine welding)?
- Qual è la differenza tra saldatura a punti e saldatura laser?
- Quali sono le principali sorgenti laser, i loro vantaggi e svantaggi?
- Come realizzare una microsaldatura laser?
- Quanti tipi di laser per saldatura esistono e quali sono le differenze?
- Quali sono i principali tipi di saldatura con utilizzo di gas?
- Perché la velocità è importante nella saldatura laser?